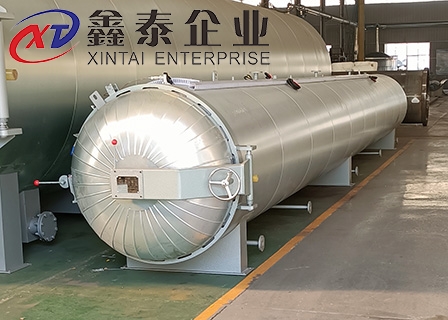
蒸汽全自動硫化罐
產品分類:蒸汽全(quán)自動硫化罐
產品介紹:蒸(zhēng)汽全自動(dòng)硫化罐可以說是目前的硫化罐市場所(suǒ)能見到的較為普遍的設備(bèi)類型。蒸汽一直就是進行硫化的(de)主要熱介質,蒸汽的產生以前多為外部的蒸汽鍋(guō)爐進行接入 ,現在也(yě)可購買帶有自帶蒸(zhēng)汽產生裝置的該設備。
訂購(gòu)熱線:15095220299
設備名(míng)稱:蒸汽全自動硫化罐 熱介(jiè)質:蒸汽
功率:外接蒸汽 製造周(zhōu)期:20天
有效直徑:0.7米 有效長度:1.2米
外(wài)部直徑:1.2米 外形長度:1.8米(mǐ)
樣式:臥式 設計壓力:0.85MPa
設計溫度:180℃ 開門方式(shì):手動
主體材(cái)料:Q345R 是否保溫:是
蒸汽全自動硫化罐罐蓋結構介紹
罐蓋的結構不止一(yī)隻(zhī),不過平時使用的大(dà)都是一種有著很高的通用性,所以了解一下蒸(zhēng)汽全自動硫化罐罐蓋結構有(yǒu)助於了解該設備。其罐蓋結構主要有著以下的兩(liǎng)種。
1.滾圈式齒環是在罐(guàn)蓋和齒環上有若幹數量相(xiàng)等(děng)的矩形齒,罐蓋和齒環(huán)上的齒與齒穀相對應。當罐蓋和齒環相對於彼此滾動半個齒距時,罐(guàn)蓋被牢固地鎖(suǒ)定。
2.滾動交錯式罐蓋的結構:這種方法是轉動罐(guàn)蓋,然後用(yòng)交錯齒輪密封罐蓋。
另外就是還有著罐蓋的支撐裝置,它的位置決(jué)定了開(kāi)門的方(fāng)向與方(fāng)式這個支撐裝置除了位置外結構也是有所不同,主要有著以下的兩種(zhǒng)。
1.吊轉罐蓋支(zhī)撐設備:罐蓋開合時運動軌跡為拋物線(xiàn)。這種結構具有占地麵積小、開啟和關閉箱蓋時活動連接短的優點。缺點是打開和關閉箱蓋時很難完成機械化。所以硫化罐(guàn)的支撐裝置很少。
2.鉸接式罐蓋支撐設備:設備的罐蓋在邊緣(yuán)用鉸鏈(liàn)支撐。在打(dǎ)開和關閉罐蓋時,鉸接(jiē)式罐蓋支撐設備需(xū)要更大的(de)麵積和更長的移動軌跡,但對於機械化的打開和關(guān)閉罐蓋來說,更容易實現其打開和關閉功能,因此這種方法(fǎ)現在被廣泛使用。
尤其在近些年來很多(duō)的客戶比(bǐ)如青睞輔助開門的(de)方式尤(yóu)其是液壓開門這樣(yàng)的方式使得開門方麵的設計局限性變得很小,當前大都是手(shǒu)動快開門或者直接的使用輔助開門,小型的蒸汽全自動硫化罐大多是使用傳統直接轉動罐蓋進行開門的方式。
蒸汽全自動硫化罐定期檢測介(jiè)紹
在使用廠家進行使(shǐ)用的時候要注意對蒸(zhēng)汽全自動硫化罐設備的定期檢測,同時管理部門也會要求對此進(jìn)行相應的檢測,檢測不僅僅是例行規定更重要的是保障(zhàng)設備的日常(cháng)使用(yòng)壓力安全,主要的內容如下。
1.斷開設備的電源,可直接的進(jìn)行拆電,然後設置外接電源,做好水壓等準備工作。
2.清除罐內雜質後,打磨罐口、齒圈及其鄰近區域的鋼板、罐內(nèi)所有縱向焊縫和(hé)環向焊縫(féng),以及水線的搖擺部(bù)分。主要的地方(fāng)就是有可能發(fā)生問題的地(dì)方此拋光的目的是為了顯露金(jīn)屬光澤(zé),有利於後續檢驗。
3.用(yòng)肉(ròu)眼或多倍的放大鏡檢(jiǎn)查(chá)設(shè)備的內(nèi)外外觀腐蝕(shí)情況和安全聯鎖裝置的完好情況(kuàng),主要查看有沒有質(zhì)地發生變化以及裂紋等情況的(de)產生。
4.應測量易腐蝕零件、氣(qì)液界麵、儲罐底(dǐ)部、製造和成型過(guò)程中壁厚(hòu)變薄的零件、接收零件和應用過程中產生的變形零件的壁厚(hòu)。
5.有(yǒu)的地方要各外的注意檢測,尤其以焊縫和(hé)水線晃動部位的鋼板應進行磁粉檢(jiǎn)測,罐口和齒圈應進行浸(jìn)入式檢測。關於設備的結構有不懂的地方可以查看買(mǎi)設備(bèi)的時候提(tí)供的圖紙也可直(zhí)接的(de)找我們生產廠家谘(zī)詢。
6、對焊接頭進行超聲波檢查或射線照相檢查,因為這些地方比較重要,所以不能馬虎,如果發現(xiàn)問題的話(huà)必須要解決(jué)好才能讓(ràng)設備再繼續生產。
關於蒸汽全自動硫化罐檢(jiǎn)測工作現在有著很多的檢測公司,或者(zhě)叫做壓力容器檢測,他們是專門作(zuò)這個的可進行(háng)相應的檢測工作並(bìng)且有著相應的證明,相關的檢測結果可能需要上(shàng)報(bào)到當地管理部門。
有任何硫(liú)化罐設備的需求皆可聯(lián)係山東(dōng)鑫泰鑫智能裝備有限公司。