鑫泰鑫壓力容器廠家-致力於設計製(zhì)造硫化(huà)罐(guàn)、熱壓罐、木材罐、蒸壓釜等一二類壓力容器
全國服務熱線
15095220299
15095220299

山東鑫(xīn)泰鑫智能(néng)裝備有限公司
聯係人:李經理
手機(jī):15095220299
電話:15095220299
傳真:0536-6067766
郵(yóu)箱:leediv@163.com
地址:山東省諸城市蘆河大道北段
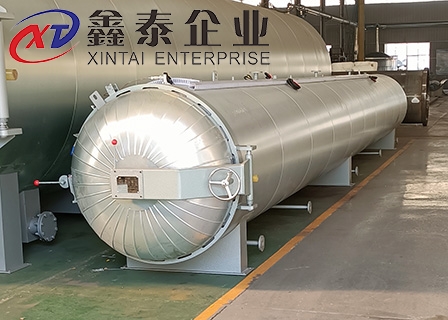
硫化罐又稱作是橡膠硫化罐,是橡膠行業的(de)主要生產(chǎn)設備,其使用曆史長,生產力巨大,所以一直是無法被取代(dài)的橡膠硫化生產設備之一(yī)。硫化罐(guàn)屬於壓(yā)力容器範疇,目前的主要硫化罐都屬(shǔ)於一(yī)二類壓力容器範圍內。因為是(shì)壓力容器所(suǒ)以使用時理論上講(jiǎng)會有危險性,但是對(duì)此管控非常嚴格,每一個硫化罐產品出(chū)廠時必須經過相關部門的檢測,並且提供隨機的設備檢測結(jié)果(guǒ)。如果沒有相關的證明,那麽很有可能屬於無證廠家(jiā)生產,一定要購買正(zhèng)規生產廠家的設備(bèi)。
罐")
§1-1用途與分類
一、用途與分類
1.用途:硫化罐主要用於硫化(huà)非模型橡膠製品(pǐn),如膠鞋、膠管、電纜、膠輥和膠布等,有時,也用於硫化模型橡(xiàng)膠製品。
2.分(fèn)類
(1)按硫化的橡(xiàng)膠製品分
膠鞋硫化(huà)罐
膠管硫化罐
膠輥硫化罐
硫化罐的結構基本相同,但是(shì)因為不一樣的硫化產品可能會有相關的改進設計,但(dàn)是常見的都是臥式硫化罐,並(bìng)且大體的構(gòu)造都是一樣的。
(2)按硫化罐罐體的結構形式分:
直(zhí)接加熱硫化罐(guàn)
間接加熱硫化罐
(直接加(jiā)熱硫化罐(guàn)罐體直接通入蒸汽加熱硫化,間接加熱硫化罐大多采用罐內裝設蒸汽散熱排管加熱(rè)硫化。過去間接加熱硫化罐采用夾套結(jié)構,在夾套中通(tōng)入蒸汽加熱硫化。但這種結構(gòu)製造麻(má)煩,現已基本不用。此(cǐ)外,為了獲得較高的硫化溫度(dù)與排汙少問題,近年來發展了(le)一種采用電加(jiā)熱的硫化罐)
§1-2規格表示和技術參數

每一台硫化罐都會有銘牌,上麵帶有設備的各項參數與規格:壓力容器類別、設計壓力、設計溫度、容器淨重、主(zhǔ)體材料、容積、製造許可類(lèi)別、工作介質等(見右圖)。
§1-3 基(jī)本結構(gòu)
以前的硫化罐的工作壓力一般在1.2MPa以下,屬於低壓一類容器,現在根據需求客戶也可定製大型硫化罐,其設備直徑一般至低也都(dōu)大於3米,使用液壓開門的方式方便開關門。不管是哪種硫化罐大都呈(chéng)單壁(bì)圓筒狀結構,由罐體、罐蓋(gài)及其開關和閉鎖裝置、加(jiā)熱裝置和其他輔助裝置(zhì)等構成,目前所(suǒ)生產的(de)硫化罐其安全裝置(zhì)也屬(shǔ)於(yú)一大類別,主(zhǔ)要的作用就是在使用(yòng)的過程中罐內就有壓力(lì),而罐(guàn)內有壓力就會因為(wéi)壓力的原因將安全裝置的開關頂(dǐng)出使其(qí)起效,通過這樣的方法將罐門的相關裝置牢牢鎖住確保生產中不(bú)會因為(wéi)誤操作而引起罐門被打開,罐門(mén)壓力突然噴出而造成傷亡事故。
§1-4 主要部件的設計
一(yī)、罐(guàn)蓋
臥式(shì)硫化(huà)罐(guàn)罐蓋的結構形式很多,國(guó)內絕大數采用錯齒結構,它具有結構簡(jiǎn)單,工作可靠、操作方便等優點,一般使用了手動快開門的方法,尺寸稍大(dà)的設備還可以安裝電(diàn)動、氣動、液壓等方式,近年來很多使用企業為了(le)讓自己的客戶前來參(cān)觀時使自己的設備看(kàn)起來更進步(bù),在購買(mǎi)時(shí)指定使用液壓這種進步的開門方式。
罐蓋的(de)罐(guàn)緣常用ZG270-500製造。
錯齒式罐蓋通常有齒(chǐ)環轉動和(hé)罐蓋轉動兩種。
1.齒環轉動式的是在(zài)罐蓋(gài)與齒(chǐ)環上各製出數量相等的若幹個(gè)矩形齒,罐蓋、齒環上(shàng)的齒(chǐ)與齒穀一一對(duì)應,齒穀比(bǐ)齒略大,以便齒(chǐ)從齒穀中通過。當罐蓋與齒環相對(duì)轉動(dòng)半個齒距時,罐蓋便被(bèi)閉鎖。
2.罐蓋轉(zhuǎn)動式錯齒式罐蓋的結構和日常(cháng)家用(yòng)的(de)高壓鍋的罐蓋結構(gòu)相似。
罐蓋的支承裝置常用的有(yǒu)鉸接式(shì)和吊轉式兩種。
吊轉式罐蓋支承裝置,罐蓋開閉時其運(yùn)動軌跡呈拋(pāo)物線狀。這種結構在開閉罐蓋(gài)時所需的占地麵積較小,活動接軌也可以較短,但開閉罐蓋(gài)不易實現機(jī)械化。現在使用較少。
鉸接式罐蓋支承裝置,罐蓋在邊(biān)部用鉸鏈以鉸接形式支承在罐體罐口部位的邊部,其結構類似建築門窗的鉸接支承方(fāng)式。鉸接式罐蓋支(zhī)承裝置開關罐蓋時所需(xū)要的麵積(jī)較大,活動接軌也較長,但較易實現開(kāi)關罐蓋的機械化。
過去,錯齒式罐蓋開關和閉鎖均采用齒輪副或(huò)蝸杆副由人(rén)工用杠杆(gǎn)驅動。現在,則采用電機或(huò)氣(qì)缸進行驅動。
電動罐蓋閉鎖裝置具有工作平穩無衝擊的優點,在臥式硫化罐上廣泛使用。
氣缸驅動的罐蓋閉鎖裝置(zhì),結構簡單,但工作時不夠穩定,罐蓋的轉動速(sù)度會受氣壓變化的影(yǐng)響。
目前液壓驅動的罐蓋閉(bì)鎖裝置(zhì)變得相當流行,很多客戶(hù)指定使用液(yè)壓方式。
二、罐口密(mì)封圈
臥式硫化罐罐口密封圈一般都(dōu)采用唇式密封圈,使用罐內有壓力會自動頂出密封圈到罐蓋的設計方式(shì),使用此方式罐內壓力越大(dà)密封就越緊(jǐn)。
三、罐體及罐底
臥式硫化罐罐體及罐底一般采用 碳素鋼製造。采用A3、AY3鋼板時,厚度(dù)不得大於16mm,設計壓力不大於1MPa。采(cǎi)用A3F、AY3F鋼板時,厚度不大於12mm,設計壓力(lì)小(xiǎo)於0.6MPa。
對於較高設計壓力和較大厚度的,可采用16MnR鋼板製造。硫化罐焊縫一(yī)般采用雙麵(miàn)對(duì)焊。
臥式硫化罐的罐底(也稱封頭)一般用橢圓形封頭或碟形封頭。但是對於立式硫化(huà)罐來說才是真正的罐底,臥式硫化罐來說罐底是(shì)罐門(mén)對應的一側,一般習慣稱之為封頭(tóu),其封頭上有大功率風機,主要作(zuò)用是工作過程中通(tōng)過風機的轉動使得在工作(zuò)過程中罐內的硫化介質在罐內達到高(gāo)速循環(huán),從而使罐內製品(pǐn)可以均勻受熱,使得(dé)生產出來的製品質量更加均勻。
四、罐口(kǒu)
錯齒式罐口的結構有固定式齒(chǐ)環和(hé)轉動式齒環兩種。固定式(shì)齒環的罐(guàn)口靠罐(guàn)蓋的(de)轉(zhuǎn)動閉鎖。轉動式齒環的罐口,罐蓋不能轉動,靠齒環的轉動閉鎖罐蓋。齒環用兩(liǎng)個(gè)半(bàn)圓環組成,用螺栓聯成一體(tǐ)。
罐口的材料一般用ZG270-500。
五、空氣循環裝置及加熱器
臥式硫化罐內的(de)空氣循環裝置不但可以提高熱交換效果,還可以使罐內各部溫度比較均(jun1)勻,從而可提高硫化(huà)製品(pǐn)的質量。空氣循環裝置係由鼓風機及風道兩部分組成。
根據一般工藝要求,間接式加熱的臥式硫化(huà)罐罐內腔工作區上、下部位溫(wēn)差不應超過4℃,硫化罐兩端溫差(chà)不應超過8℃。直接加熱式臥式硫化罐內腔工作區溫度差不應超過10 ℃,這樣的溫差實際上太大,對製品質量有影響。下圖所示為一個改進的加熱係統。經改造後,溫(wēn)差不大於(yú)2 ℃。
請注意:在硫化罐內充有內壓或在內壓尚未排盡的情況下開(kāi)啟硫化罐是件十分(fèn)危險的事。為確保安全,必須設置安全(quán)裝置。傳統的(de)安全裝置由(yóu)設在(zài)罐口部位的旋塞閥和插入(rù)罐蓋蓋緣孔中的插銷及手柄和曲柄等構成。開罐時,必須將插銷拔出(chū),罐蓋才能轉動開啟。但當拔出插銷時通過(guò)曲柄帶動旋塞閥閥芯轉動,使旋塞閥開啟,將罐內殘餘蒸汽排入大氣,待無壓後再(zài)開罐。新設計的安全(quán)裝置通常由零壓開關和限(xiàn)位開關(guān)組成。
§1-5 附屬設備(bèi)
一、活動接軌
臥式硫化罐罐蓋開(kāi)啟後,需要一段活動接軌把地麵軌道與內軌(guǐ)道連接起來,才能實現裝載製品用的硫化小車進出硫化罐(guàn)的機械化(huà)。主要有兩(liǎng)種:一種是有罐蓋通過連杆牽(qiān)動一段裝在移動(dòng)小車上的軌道(dào),使之實現接軌。另一種是鉸接活動接軌。
二、牽引小車
牽引(yǐn)小車(chē)是硫化罐一種專門的軌(guǐ)道小車,用於將裝載半成品的硫化小車(chē)推入硫化(huà)罐內,硫化結束後,又將硫化小車從硫化罐內拉出。牽引小車在膠鞋、膠管廠裏使用較(jiào)多。
第四節 膠管硫化罐的生(shēng)產線
膠管生產線主要由臥式硫化罐(guàn)、卷揚機、牽引(yǐn)小車、硫(liú)化小(xiǎo)車、和活動(dòng)接軌等組成。
硫化罐爆炸事故的預防:
1.應對職工加強安全教育和培訓,操作工要(yào)嚴格遵守工藝流程和勞動紀律,要嚴(yán)格按安(ān)全技術操作規程操(cāo)作。企業管理人員要了(le)解壓力容(róng)器(qì)基本知識和法律法規,硫化罐操作工要經專門培訓(xùn)持證(zhèng)上崗。
2.使(shǐ)用單位應嚴格遵守有關壓力容(róng)器法(fǎ)律、規章和標準,在硫化罐上安裝安全連鎖報警裝置,以防止由(yóu)於操(cāo)作人員誤操作發生事故。要選(xuǎn)購有(yǒu)設計、製(zhì)造資格單位設計、製造(zào)的產品。定(dìng)期進行檢驗檢測,保證罐、安全閥、壓力表、快開門(mén)報警裝置安全(quán)有效使用。硫化罐的修(xiū)理和改造,應遵(zūn)守壓(yā)力容器安全技術(shù)監察的規定,保證其結構和強度,滿足安全使用要求。企業要製定完善 設備管理(lǐ)製度,不得隨意改裝壓力容器。禁止明火,做好接(jiē)地,防止產生靜電(diàn)。硫化罐必須經質檢部門登記注冊發證後投運。
3.在生產前,必須對硫化罐進(jìn)行細致檢查,並清除(chú)罐內障礙雜物,把好進料質量(liàng)。原料和成品堆放要符合安全要求。罐蓋緊固,螺釘(dìng)應齊全,完(wán)好無損。設備的附屬儀表、信號、壓力表、安全(quán)閥應定期校驗。機械軸承等裝飾按規定加油潤滑。硫化罐有漏氣,壓力表和安全閥(fá)失靈(líng)以及其他不正常情況時嚴禁繼(jì)續工作。嚴格控製投(tóu)料量、速度(dù)、順序、溫度、壓力等,嚴格按照硫化工藝要(yào)求加溫加(jiā)壓,防止罐內溫度、壓力急劇增高,超溫差壓。嚴禁設備(bèi)帶病運行。
4.物料進出罐時,過橋(qiáo)鐵軌要放平擺正,小車過軌輕拉穩推(tuī),不準快速碰撞,防止傾倒傷人。進罐後保險鐵塊卡牢。即使排氣補氣,減少易燃易爆混合氣體含量。放氣時,蒸汽壓力降到零位,確認無殘餘(yú)壓力時才(cái)可以打開中間和入口的封閉器,否則嚴禁(jìn)打開罐蓋。罐蓋合縫時要把螺母均(jun1)勻(yún)擰緊(jǐn),不可有漏氣現象。進(jìn)氣要緩慢,注(zhù)意(yì)觀察(chá)壓力表讀數,注意壓力表是否失靈。在工作中如發現管路、閥門、儀表及罐體有強烈漏氣等故障時,應立即關閉(bì)閥門,並打開排氣(qì)閥門(mén),及時報修。
5.工作中要精力集中,堅(jiān)守崗位,時刻注意設備運轉情況,以及周圍的安全情況。硫化時,操作工人應在硫化罐側麵巡視,禁止立在罐蓋(gài)前麵(miàn)、機頭後麵及罐蓋合縫處,並注意閥門和管接頭處,防止蒸汽(qì)衝(chōng)出傷人。工(gōng)作時不允許(xǔ)離人。裝、出罐時要和行車(chē)工密(mì)切配合,要遵守掛鉤工安(ān)全操作規程。
6.工(gōng)作結束要切斷電源開關,檢查所有的按鈕、手柄是否(fǒu)在零位(wèi);關(guān)閉蒸汽、水等所有閥(fá)門,打(dǎ)開回水閥門。認真做好工藝和交(jiāo)接記錄。禁止在硫化罐(guàn)內休息和晾衣物(wù)。嚴禁空罐烘烤其他物品。
7.遇到(dào)異常情況時,應(yīng)采取應急措施,及(jí)時報告,必要時撤離現場。
通(tōng)過采取上述(shù)安全措施時,傳統硫(liú)化罐設備進行橡膠製品硫化,一定(dìng)能避免和(hé)減少爆(bào)炸事(shì)故的發生。但隨著人們對硫化工藝進行(háng)改進,采用進步的蒸汽/ 氮氣(qì)硫化介質方式(shì),運用自控溫度、壓力等機(jī)電一體化技術,進一(yī)步提高現有設(shè)備的(de)可靠性、可操作(zuò)性和自動化水平,橡膠硫化將(jiāng)更加安全。